-
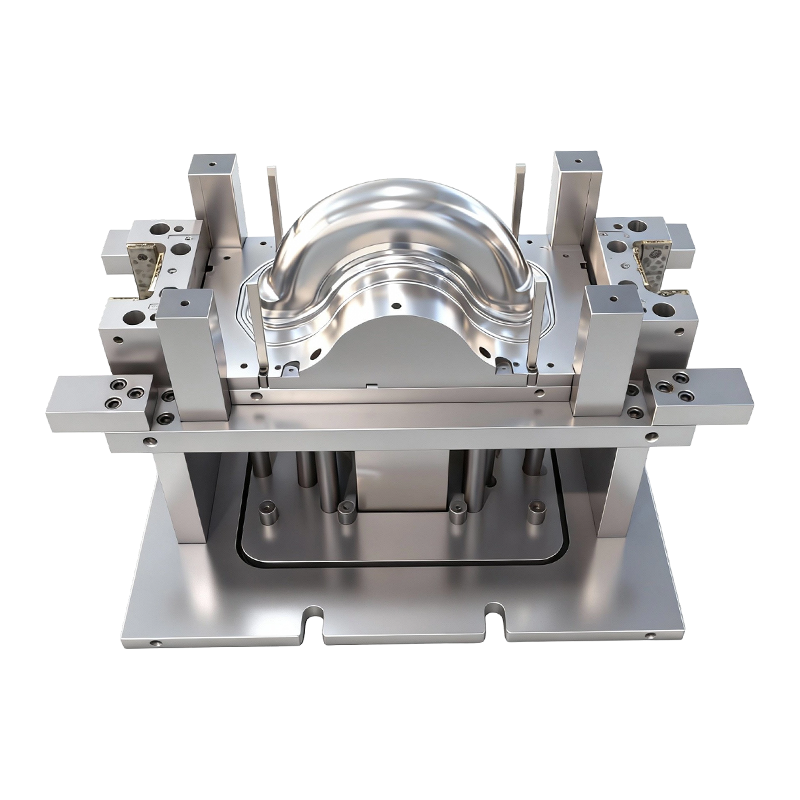
이륜차 전륜 및 후륜용 딥드로잉 금형
이륜 전기 자동차의 앞바퀴와 뒷바퀴를 위한 딥 드로잉 금형은 이륜 전기 자동차의 금속...
-
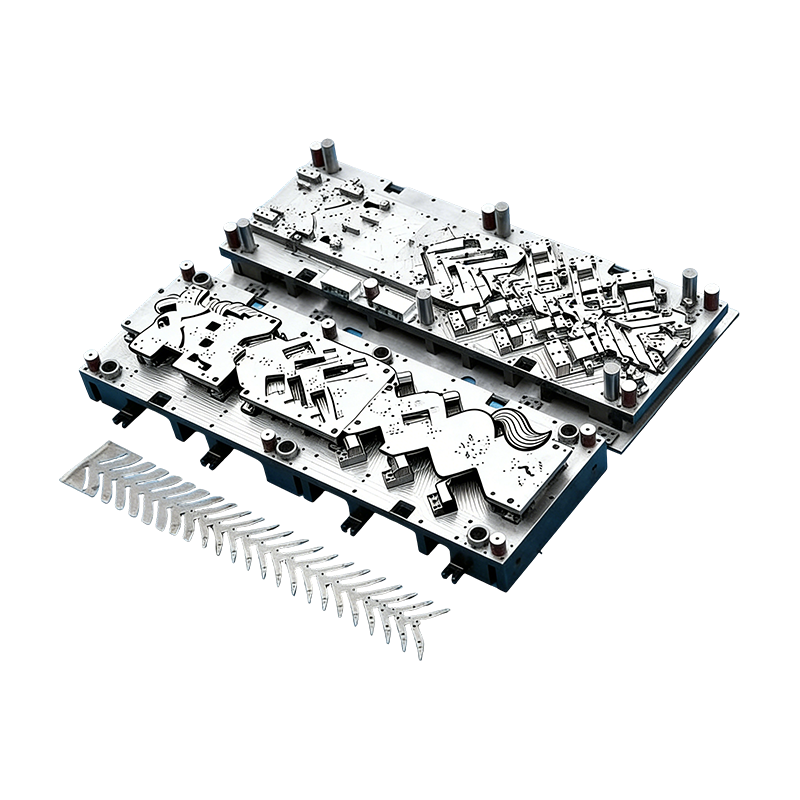
자동차 부품용 프로그레시브 금형
이 자동차 모터 하우징용 연속 금형은 자동차 모터 하우징 및 소형 자동차 부품의 대량...
-
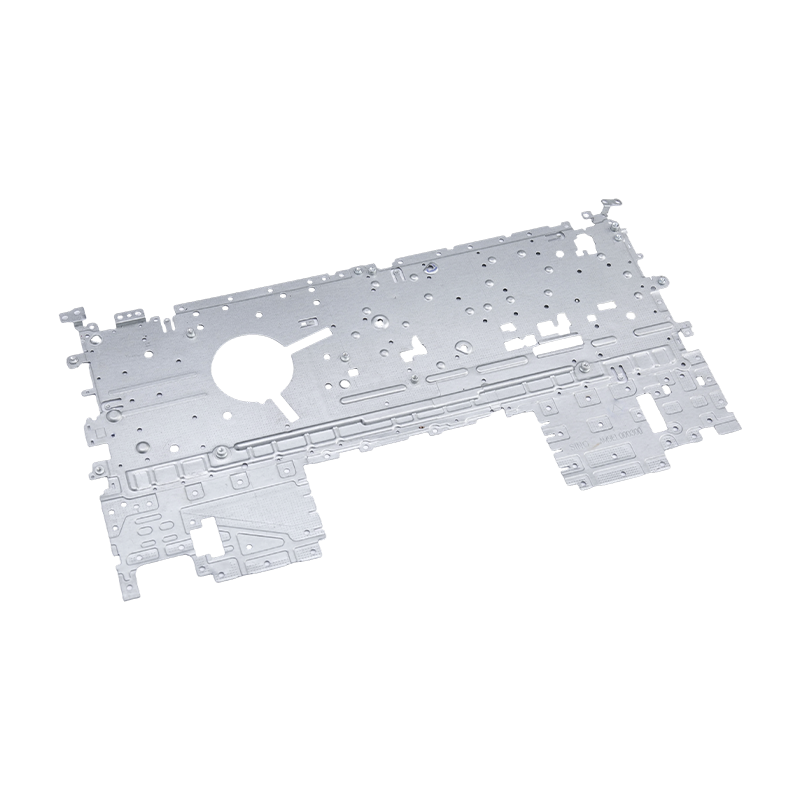
노트북 스탬핑 부품
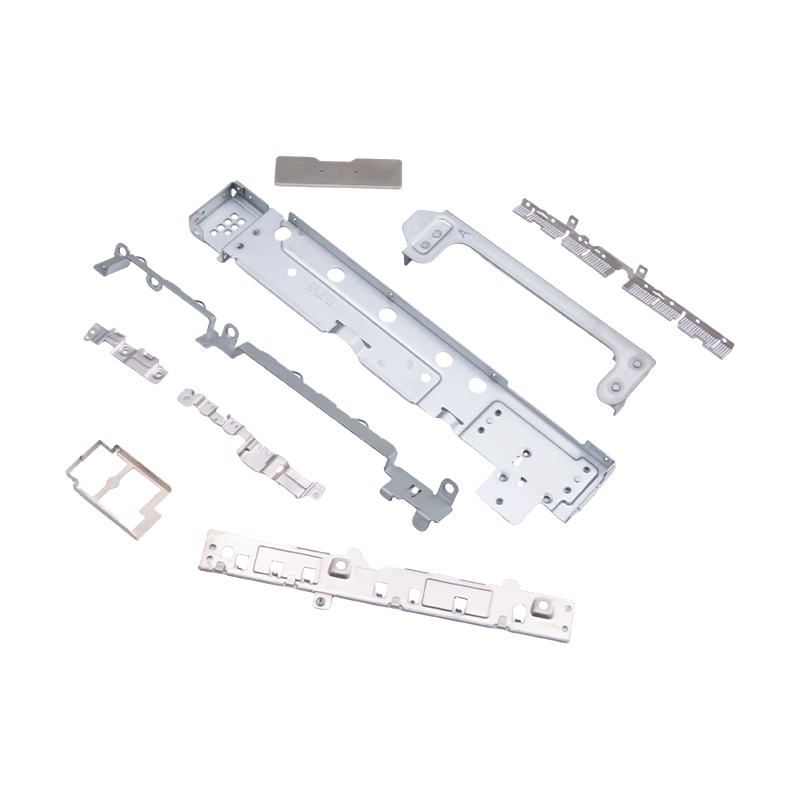
당사의 노트북 스탬핑 부품은 노트북 섀시, 브래킷 및 내부 구조 어셈블리에 맞춰 정밀...
-
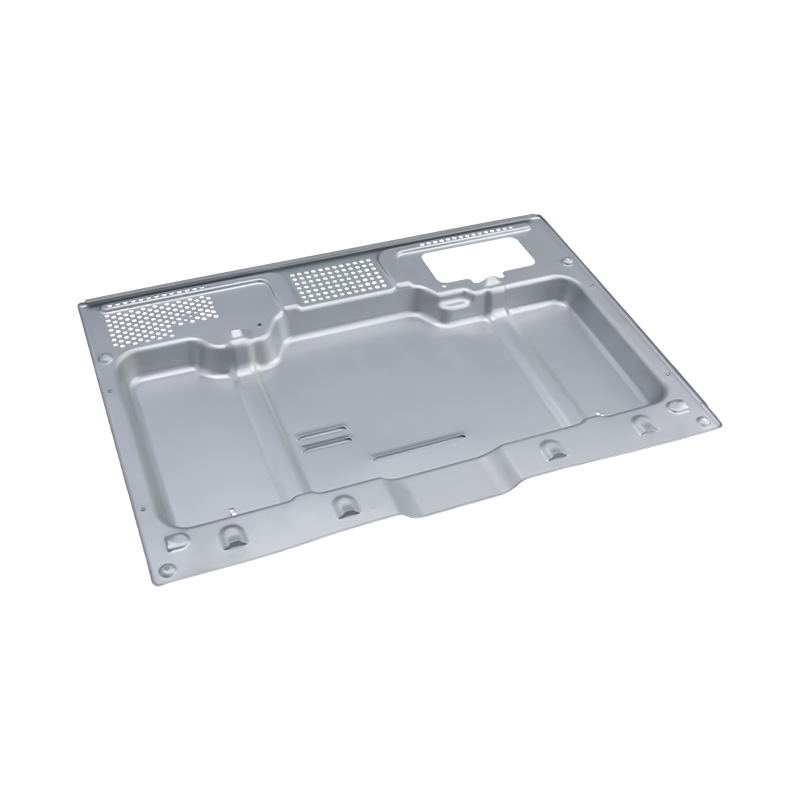
고급 오븐 스탬핑 부품
당사의 고급 오븐 스탬핑 부품은 프리미엄 가정용 및 상업용 오븐에 맞게 정밀 제작된 ...
-
고급 대형 컴퓨터 스탬핑 부품
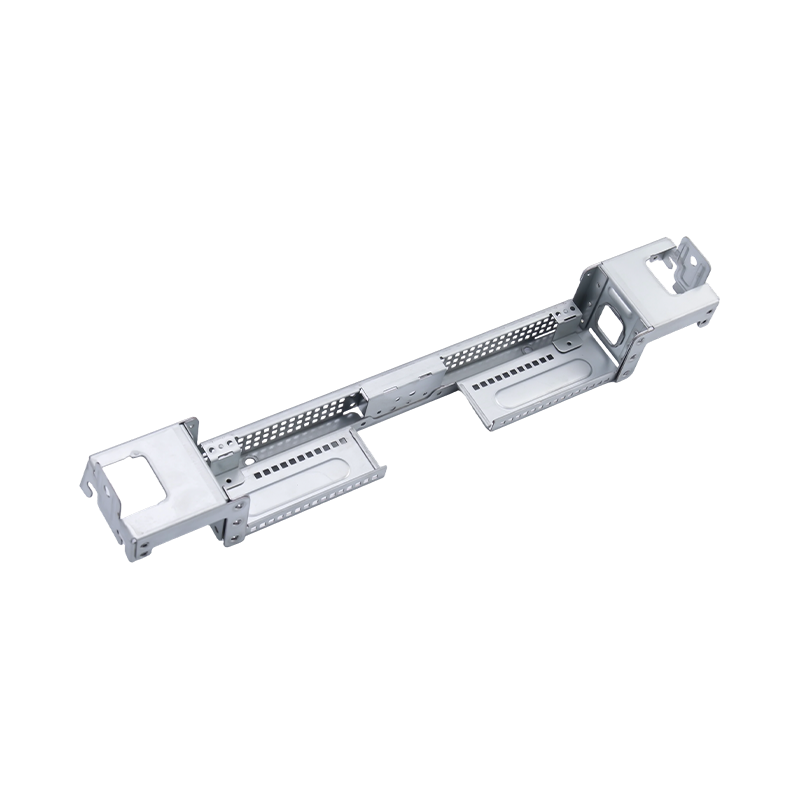
당사의 고급형 대형 컴퓨터 스탬핑 부품은 서버 섀시, 메인프레임 프레임 및 산업용 컴...
-
노트북 및 휴대폰용 소형 스탬프 부품
현대 휴대용 전자 제품의 필수 내부 구성 요소인 노트북 및 휴대폰용 소형 스탬프 부품...
자동차 시트 스탬핑 부품: 고정밀 제조, 하중 베어링 및 재료 선택
2026-06-04
자동차 도어 패널은 수평으로 맞춰지고 보기에도 좋아야 합니다. 시트 프레임 스탬핑은 훨씬 더 많은 작업을 수행해야 합니다. 수십만 사이클에 걸쳐 탑승자의 정적 중량을 지탱하고, 급제동 및 거친 도로의 동적 힘을 흡수해야 하며, 안전 벨트 앵커, 리클라이너 메커니즘 및 슬라이드 레일이 모두 올바르게 조립되고 작동할 수 있을 만큼 기하학적 구조를 정밀하게 유지해야 합니다. 구조적, 피로 및 치수 요구 사항이 결합되어 자동차 시트 스탬핑 부품 정밀 금속 스탬퍼가 생산하는 가장 까다로운 부품 중 하나이며 제조업체의 엔지니어링 깊이를 나타내는 명확한 지표입니다.
이 기사에서는 시트 프레임 스탬핑이 차량의 서비스 수명 전반에 걸쳐 안정적으로 작동하는지 여부를 결정하는 5가지 엔지니어링 차원(공차 요구 사항, 재료 선택, 다이 정밀도, 부하 성능 및 다중 차량 호환성)을 검토합니다.

자동차 시트 스탬핑 부품이 대부분의 차체 부품보다 더 엄격한 공차를 받는 이유
차체 패널 스탬핑은 주로 표면 외관과 핏을 기준으로 평가됩니다. 0.5mm 너비의 간격이 보입니다. 0.3mm의 간격이 너무 좁으면 조립 간섭이 발생합니다. 둘 다 허용할 수 없지만 안전 문제는 아닙니다. 시트 프레임 스탬핑은 근본적으로 다른 고장 모드에서 작동합니다. 구조 구성 요소의 치수 오류는 부하 용량 감소, 안전에 중요한 인터페이스의 정렬 불량 및 조기 피로 균열로 전파됩니다.
안락 의자 메커니즘 장착 브래킷을 고려하십시오. 리클라이너가 전체 조정 호에 걸쳐 균일하게 잠금 톱니와 맞물리도록 볼트 구멍은 1밀리미터 이내의 위치에 있어야 합니다. 이동된 구멍 패턴은 잠금 메커니즘에 편심 하중을 생성합니다. 즉각적으로 드러나지는 않지만 시트 수명이 지남에 따라 점진적으로 성능이 저하됩니다. 동일한 논리가 슬라이드 레일 부착 지점에 적용되어 점유자 하중을 두 레일에 대칭으로 분산해야 합니다. 비대칭은 하나의 부착물에 응력을 집중시키고 마모 또는 피로 파괴를 가속화합니다.
에 대한 공차 표준 자동차 안전 표준에 따라 제조된 자동차 시트 스탬핑 부품 따라서 일반 차체 스탬핑보다 더 엄격하며 초도품 검사뿐만 아니라 생산 실행 전반에 걸쳐 시행됩니다. 왜냐하면 초기 생산 부품과 후기 생산 부품 간의 차이가 조립 라인 처리량과 최종 라인 조정 시간에 영향을 미치기 때문입니다.
고강도 강철과 알루미늄 합금 비교: 시트 프레임 스탬핑에 적합한 재료 선택
시트 프레임 스탬핑에 대한 재료 결정은 전체 시트에 적용되는 단일 선택이 아닙니다. 이는 강도 요구 사항, 성형 복잡성, 중량 목표 및 비용의 균형을 맞추는 구성 요소별 최적화입니다.
고강도 강철 구조용 시트 프레임 부품의 주요 소재로 남아 있습니다. 인장 강도가 600~1,500MPa인 고급 고장력강(AHSS)은 리클라이너 브래킷, 시트 팬 보강재 및 시트 등받이 프레임에 필요한 항복 강도를 제공하여 영구 변형 없이 자동차 시트 안전 표준에 지정된 530Nm 후방 토크 하중을 견딜 수 있습니다. 소재의 높은 강성은 정면 충돌 시 안전 벨트 하중이 시트 프레임을 통해 전달될 때 발생하는 굽힘 모멘트에도 저항합니다. 단점은 고장력강이 더 유능한 툴링, 즉 더 높은 프레스 톤수, 정밀한 다이 재료, 신중한 블랭크 홀더 힘 관리를 필요로 한다는 점입니다. 연강에 비해 연성이 낮아 균열이 발생하기 전에 성형 오류가 발생할 여지가 적기 때문입니다.
알루미늄 합금 무게 감소가 우선시되는 시트 구성 요소, 특히 범위 효율성이 더 높은 재료 및 툴링 비용을 정당화하는 전기 자동차에 점점 더 많이 지정되고 있습니다. 알루미늄 시트 프레임 스탬핑은 강철 등가물에 비해 부품 무게를 30~40% 줄일 수 있습니다. 문제는 알루미늄의 낮은 항복 강도로 인해 동일한 구조적 성능을 달성하기 위해 일반적으로 더 두꺼운 단면이나 설계 보강이 필요하다는 것입니다. 이는 무게 이점을 부분적으로 상쇄합니다. 성형 중 더 큰 스프링백으로 인해 치수 정확도를 유지하기 위해 더 정밀한 다이 보상과 더 긴밀한 공정 제어가 필요합니다.
실제로 시트 어셈블리는 기본 하중 경로(백 프레임, 리클라이너 브래킷, 안전벨트 앵커 보강재)를 위한 고강도 강철과 중량 감소가 확실한 이점이 있고 최대 하중이 더 낮은 2차 구조(쿠션 팬 측면 부재, 머리받침대 가이드 브래킷)를 위한 알루미늄 합금을 결합하는 경우가 많습니다.
고정밀 스탬핑 다이가 내하중 용량을 결정하는 방법
스탬핑된 시트 프레임 부품의 기계적 특성은 부분적으로는 원자재에 의해, 부분적으로는 스탬핑 공정 자체에 의해 결정됩니다. 균일하지 않은 블랭크 홀더 힘, 마모된 펀치 반경 또는 펀치와 다이 사이의 부정확한 간격으로 인해 일관되지 않은 벽 두께를 생성하는 다이는 스탬핑된 부품에 국부적으로 얇아지는 현상을 발생시킵니다. 이러한 얇은 영역은 응력 집중이 됩니다. 즉, 정적 과부하 시 항복이 발생하는 첫 번째 위치와 반복 하중 시 피로 균열이 시작되는 위치입니다.
이것은 사이의 직접적인 기계적 연결입니다. 다이 정밀도 및 시트 스탬핑 하중 지지력 . 중요한 성형 표면에서 0.002mm 정확도로 가공된 다이는 드로우 깊이 전체에 걸쳐 일관된 벽 두께를 갖는 부품을 생산합니다. 점유자 하중은 단면 전체에 균일하게 분산되고 작업 응력은 재료의 피로 한계보다 훨씬 낮게 유지되며 부품은 설계 수명 목표를 충족합니다. 마모되거나 부정확하게 가공된 반경이 있는 다이는 얇아짐이 집중되고 국부 응력이 높아지며 피로 수명이 단축되는 부품을 생산합니다. 이는 종종 일상적인 검사로 감지할 수 있는 치수 부적합이 없는 경우도 있습니다.
가장자리 품질도 동일한 의미를 갖습니다. 무디거나 제대로 장착되지 않은 툴링으로 인해 구멍이 뚫린 가장자리의 버 및 미세 균열은 균열 시작 지점으로 작용합니다. 도로 진동, 좌석 조정 주기, 승객 탑승 및 하차 등 일반 주행의 주기적인 하중 하에서 이러한 가장자리 결함은 모재의 피로 균열로 전파됩니다. 정밀 툴링으로 생성된 매끄럽고 잘 지지되는 전단 모서리는 이러한 실패 모드를 제거합니다.
에 대한 시트 프레임 부품용 자동차 및 전기 자동차 딥 드로잉 다이 따라서 툴링의 설계 및 제조 품질은 생산되는 부품의 구조적 성능과 분리될 수 없습니다.
정적 및 동적 부하 성능: 시트 스탬핑 부품이 견뎌야 하는 것
시트 프레임 스탬핑은 세 가지 별개의 하중 범주를 전달하며 각 범주는 설계 및 재료 사양에 대해 서로 다른 의미를 갖습니다.
정적 하중 일반적으로 단일 탑승자의 경우 75~100kg으로 좌석 쿠션과 등받이를 통해 지속적으로 작용합니다. 이러한 하중은 정상적인 사용 중에 영구 변형을 방지하는 데 필요한 최소 단면적과 재료 항복 강도를 결정합니다. 정적 하중 성능은 테스트하고 검증하기가 간단하며 "정적 과부하"로 인한 대부분의 시트 스탬핑 실패는 실제로 눈에 보이는 변형이 나타나기 전에 일정 시간 동안 가속화된 피로 실패입니다.
동적 하중 차량의 가속, 제동, 코너링 및 노면 불규칙성으로 인해 발생합니다. 1g 감속으로 급제동하는 동안 75kg 탑승자의 전방 관성은 좌석 등받이를 통해 리클라이너 메커니즘과 등받이 프레임 스탬핑으로 약 750N의 하중을 생성합니다. 거친 도로 표면에서는 2~3g의 수직 가속이 가능하며 차량 수명 동안 수천 시간 동안 1~20Hz의 주파수로 시트 프레임을 순환합니다. 진동 저항(이 반복 하중 하에서 스탬핑 구조가 형상과 기계적 특성을 유지하는 능력)은 초기 설계 검토에서는 자주 과소평가되지만 장기적인 내구성 테스트에서는 가시적으로 나타나는 성능 차원입니다.
충돌 하중 최악의 상황을 나타냅니다. 안전벨트를 착용한 상태에서 50km/h의 정면 충돌이 발생하는 경우, 시트 프레임은 탑승자가 부상을 입을 수 있는 좌석 변위를 허용하거나 파손시키지 않고 탑승자의 운동 에너지를 차량 구조로 전달해야 합니다. 이러한 하중은 동적 주행 하중보다 훨씬 더 높으며 안전 벨트 앵커, 백 프레임 및 슬라이드 레일 잠금 장치의 스탬프 부품은 모두 기본 하중 경로에 있습니다.
세 가지 하중 범주를 모두 동시에 충족하려면 스탬핑 공정에서 치수 정확도와 일관된 기계적 특성을 모두 제공해야 합니다. 이것이 바로 재료 추적성과 공정 중 두께 모니터링이 자동차 시트 부품 공급망의 표준 요구 사항인 이유입니다.
다중 차량 호환성 및 OEM 치수 정확도 요구 사항
단일 시트 스탬핑 공급업체가 단일 차량 플랫폼을 제공하는 경우는 거의 없습니다. OEM 고객과 Tier 1 시트 제조업체는 다양한 차량 라인에 적합해야 하는 스탬프가 찍힌 구성 요소를 공급하며, 치수 범위, 장착 구성 및 안전 하중 요구 사항이 다른 경우가 많습니다. 툴링 비용을 증가시키지 않고 이러한 다중 플랫폼 복잡성을 관리하는 것은 유능한 스탬핑 공급업체와 상용 프로세서를 구분하는 핵심 역량 중 하나입니다.
다중 차량 호환성의 기초는 전체 부품 형상뿐만 아니라 개별 기능 수준의 치수 정확도입니다. 장착 및 위치 지정 기능의 구멍 위치 허용 오차는 ±0.15mm 이상이므로 수동 조정이나 재작업 없이 동일한 스탬프 부품이 다양한 시트 프레임 아키텍처에 올바르게 조립될 수 있습니다. 이러한 수준의 정확성은 다이가 적절한 기준 참조로 설계되고, 엄격한 형상 공차로 가공되고, 생산 시작 전에 고객의 CAD 모델에 대한 완전한 초도품 검사를 통해 검증된 경우에만 달성 가능합니다.
이러한 맥락에서 맞춤형 다이 설계는 간접비가 아니라 치수 정확성과 다중 차량 호환성을 달성하는 메커니즘입니다. 부품의 성형 요구 사항에 맞는 기능 위치와 여유 공간을 갖고 부품의 형상에 맞게 특별히 설계된 다이는 올바르게 조립되는 부품을 일관되게 생산합니다. 일반 또는 수정된 다이는 허용 가능한 치수 출력을 유지하기 위해 지속적인 정렬, 시밍 또는 조정이 필요합니다.
는 다양한 자동차 스탬핑 부품 at SQS는 자체 설계 및 제조된 다이로 생산되므로 각 고객 차량 플랫폼의 치수 요구 사항이 생산 시 보상되기보다는 처음부터 툴링에 맞게 설계됩니다.
시트 스탬핑을 위한 SQS의 통합 다이 및 부품 제조 이점
는 conventional supply chain for automotive seat stampings separates die manufacturing from part production: a tooling shop builds the die, qualifies it, and transfers it to a stamping house that runs production. At each handoff, information about why the die was designed a specific way — the forming sequence, the blank holder force settings, the die clearance compensation for springback — is partially lost. Production engineers optimize for throughput rather than for the part characteristics the die designer intended.
Suzhou Shuangqisi Mold Equipment Co., Ltd.는 한 지붕 아래에서 두 기능을 모두 운영합니다. 시트 프레임 구성 요소용 스탬핑 다이를 설계하는 동일한 엔지니어링 팀이 부품을 생산하는 프레스도 운영합니다. 점진적인 마모를 통해 다이의 사용 수명 동안 발생하는 치수 드리프트가 생산 과정에서 나타날 경우, 이에 대한 대응은 프로세스 해결 방법이 아니라 정보를 바탕으로 다이를 수정하는 것입니다. 그 결과 생산 실행 전반에 걸쳐 부품 품질이 더욱 일관되고 부적합 사항이 발생할 경우 근본 원인을 찾는 속도가 빨라집니다.
SQS의 제조 인프라는 자동차 시트 스탬핑에 필요한 정밀 수준에서 이러한 통합을 지원합니다. 일본에서 공급된 와이어 EDM 기계는 다이 형상에서 0.002mm 이내의 가공 정확도를 달성하여 벽 두께, 가장자리 품질 및 구멍 위치를 결정하는 성형 표면이 부품 설계에 필요한 공차를 유지하도록 보장합니다. 80T에서 400T에 이르는 프레스 제품군은 작은 브래킷 구성 요소부터 전체 백 프레임 구조까지 시트 프레임 스탬핑 형상의 전체 범위를 포괄합니다. OEM 고객 및 Tier 1 자동차 공급업체에 대한 15년 이상의 경험과 다이 설계, 제조 및 품질 보증을 전담하는 60명의 기술 직원으로 구성된 팀을 갖춘 SQS는 시트 프레임 스탬핑 프로그램이 요구하는 엔지니어링 깊이를 제공합니다.
에 대한 OEM supply inquiries, custom die development, or technical specification review, contact SQS directly.
이전 게시물
가전제품용 금속 스탬핑 부품: 재료, 정밀 및 맞춤형 솔루션
다음 게시물
딥 드로잉 다이 설계: 펀치, 다이, 클리어런스 및 다단계 축소 가이드
우리의 제품.
바로 여기에서 OEM 제조업체와 비즈니스를 시작하세요!
글로벌 고객에게 완전한 턴키 솔루션 제공
통해
혁신!
빠른 링크
연락처 정보.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 중국 쑤저우 우장경제개발구 예신로 118호
중국 쑤저우 우장경제개발구 예신로 118호
저작권 © 소주 Shuangqisi 금형 설비 유한 회사 모든 권리 보유. 맞춤형 스탬핑 다이 금속 스탬핑 다이 제조업체
