-
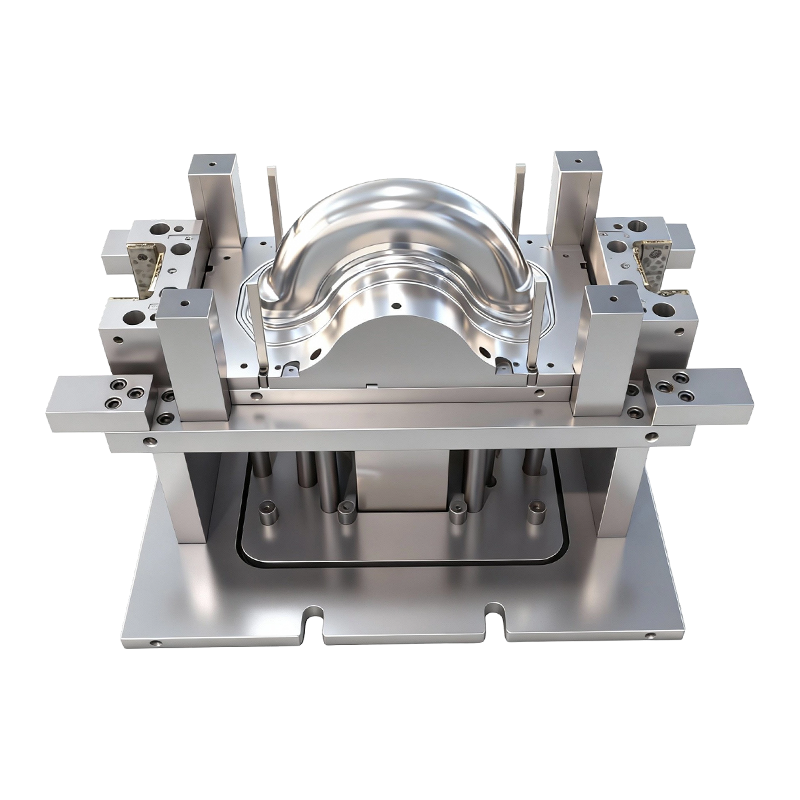
이륜차 전륜 및 후륜용 딥드로잉 금형
이륜 전기 자동차의 앞바퀴와 뒷바퀴를 위한 딥 드로잉 금형은 이륜 전기 자동차의 금속...
-
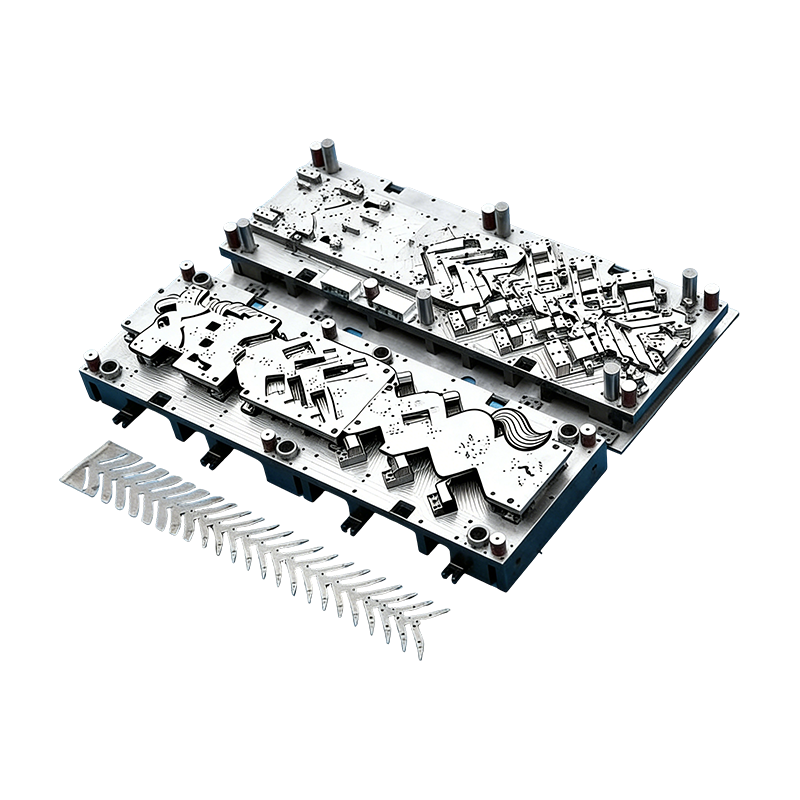
자동차 부품용 프로그레시브 금형
이 자동차 모터 하우징용 연속 금형은 자동차 모터 하우징 및 소형 자동차 부품의 대량...
-
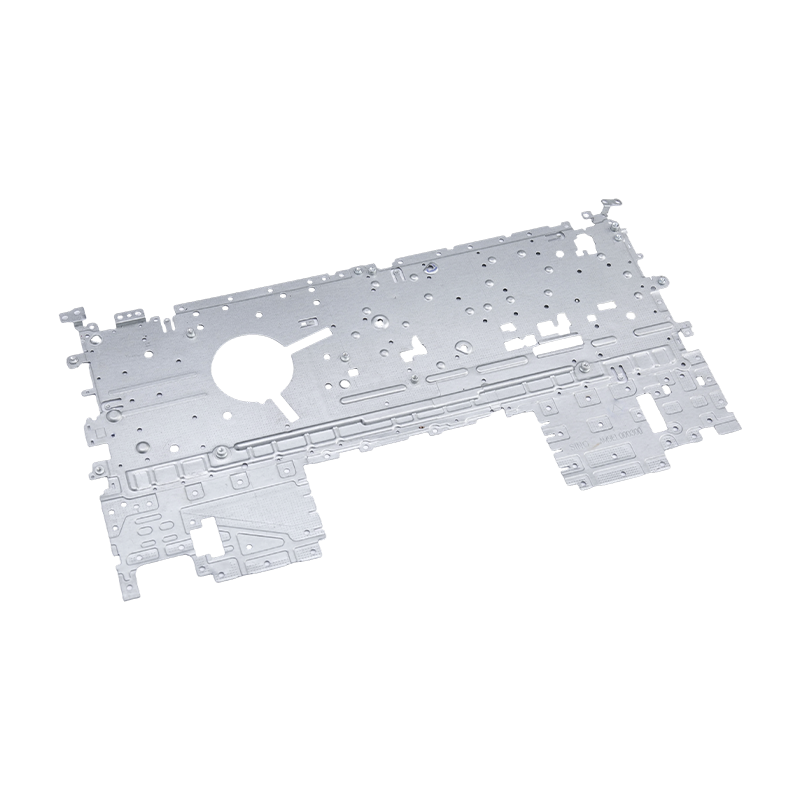
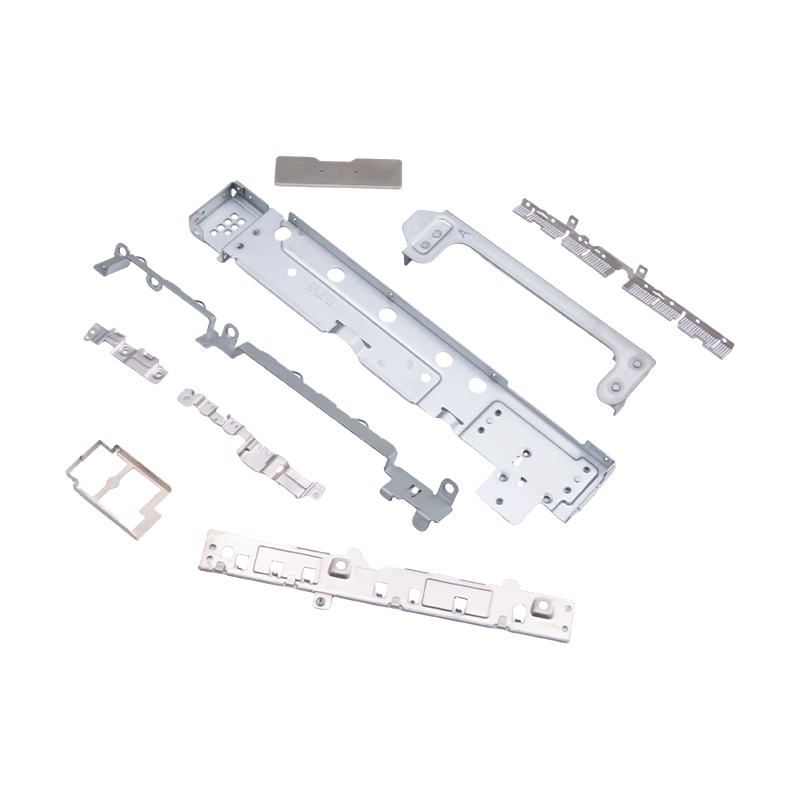
노트북 스탬핑 부품
당사의 노트북 스탬핑 부품은 노트북 섀시, 브래킷 및 내부 구조 어셈블리에 맞춰 정밀...
-
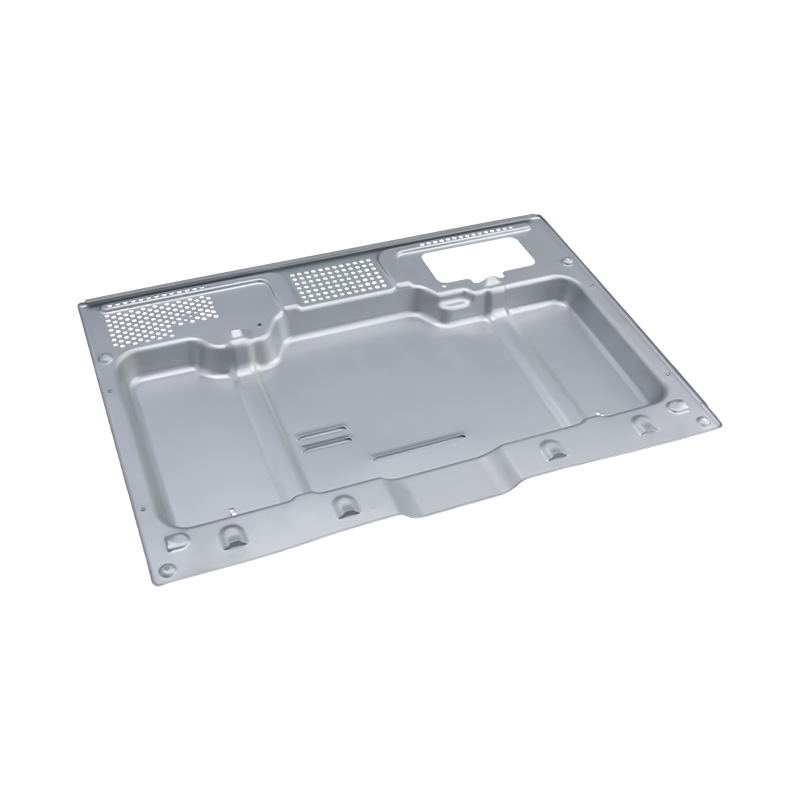
고급 오븐 스탬핑 부품
당사의 고급 오븐 스탬핑 부품은 프리미엄 가정용 및 상업용 오븐에 맞게 정밀 제작된 ...
-
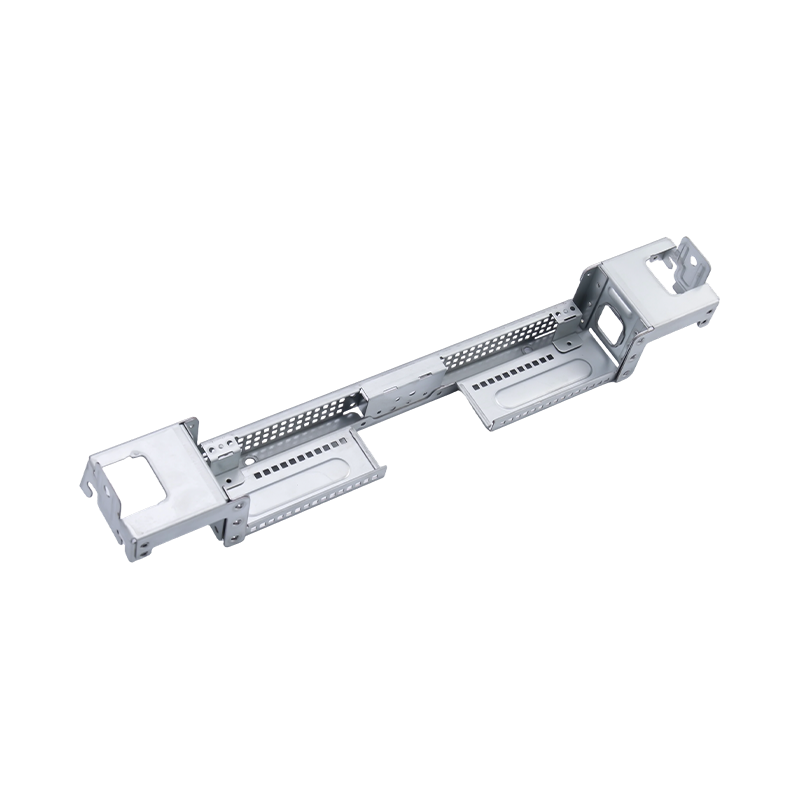
고급 대형 컴퓨터 스탬핑 부품
당사의 고급형 대형 컴퓨터 스탬핑 부품은 서버 섀시, 메인프레임 프레임 및 산업용 컴...
-
노트북 및 휴대폰용 소형 스탬프 부품
현대 휴대용 전자 제품의 필수 내부 구성 요소인 노트북 및 휴대폰용 소형 스탬프 부품...
프로그레시브 메탈 스탬핑 다이와 트랜스퍼 메탈 스탬핑 다이의 차이점은 무엇입니까?
2026-02-25
각 다이 유형이 프레스를 통해 재료를 이동하는 방법
프로그레시브 금속 스탬핑 다이와 트랜스퍼 금속 스탬핑 다이의 가장 근본적인 차이점은 공작물이 한 성형 스테이션에서 다음 성형 스테이션으로 이동하는 방식에 있습니다. 프로그레시브 다이에서 블랭크는 전체 성형 시퀀스 전반에 걸쳐 원래 코일 스트립에 부착된 상태로 유지됩니다. 스트립은 최종 스테이션에서 완성된 부품이 뼈대에서 분리될 때까지 연속적인 스테이션(피어싱, 랜싱, 벤딩, 드로잉)을 통해 부분적으로 형성된 부품을 운반하면서 각 프레스 스트로크마다 고정된 피치로 전진합니다. 성형이 완료될 때까지 부품은 스트립에서 물리적으로 분리되지 않습니다. 즉, 스트립 자체가 모든 작업에 대한 캐리어 및 위치 참조 역할을 합니다.
환승 금속 스탬핑 다이 근본적으로 다른 원리로 작동합니다. 블랭크는 첫 번째 스테이션에서 코일이나 시트에서 절단된 다음 기계식 또는 서보 구동 트랜스퍼 핑거 시스템에 의해 스테이션에서 스테이션으로 자유롭고 독립적인 조각으로 이동됩니다. 부품이 더 이상 스트립에 연결되어 있지 않기 때문에 스테이션 간에 위치를 바꾸거나 뒤집거나 방향을 바꿀 수 있습니다. 이는 공작물이 여전히 연속 캐리어에 부착되어 있는 경우 기하학적으로 불가능한 움직임입니다. 재료 처리 방법의 이러한 차이는 기능, 비용 및 적용 측면에서 두 다이 유형 간의 거의 모든 차이점의 근본 원인입니다.
부품 형상 및 성형 복잡성
프로그레시브 금속 스탬핑 다이는 프로파일이 상대적으로 평평하거나 얕은 부품에 가장 적합합니다. 부품이 스트립 내에 남아 있기 때문에 형성된 형상의 전체 높이는 형성된 형상이 인접한 스테이션이나 다이 구조 자체를 오염시키지 않고 다이를 통해 스트립이 계속해서 깨끗하게 공급되어야 하는 필요성에 의해 제한됩니다. 브래킷, 터미널, 클립, 라미네이션 및 얇은 단면 하드웨어와 같이 드로우 깊이가 적당한 부품의 경우 이러한 제약은 거의 중요하지 않으며 점진적인 툴링이 자연스러운 선택입니다. 스트립 레이아웃은 종종 75% 이상의 재료 활용률을 달성하도록 설계될 수 있으며, 이송 메커니즘이 없다는 것은 기계 구성 요소의 수가 적고 전체 시스템이 더 단순하다는 것을 의미합니다.
환승 metal stamping dies become necessary when part geometry demands forming in multiple planes, deep drawing on more than one axis, or operations on surfaces that face downward relative to the strip — a configuration impossible to tool in a progressive die. Shell-shaped components, tubular cross-sections, parts with undercut flanges, and deep-drawn housings all fall into this category. Because the blank travels as an individual piece, the transfer die can present it to each station in the optimal orientation, including upside-down or rotated 90° if the forming geometry requires it. This three-dimensional freedom is the primary technical justification for the higher tooling investment that transfer dies require.
속도, 처리량 및 생산량
프로그레시브 금속 스탬핑 다이는 지속적으로 분당 스트로크 수에서 트랜스퍼 다이보다 성능이 뛰어납니다. 동기화할 전송 메커니즘이 없기 때문에(스트로크 간 연장, 잡기, 이동 및 후퇴를 위한 손가락 없음) 프로그레시브 다이는 부품 복잡성 및 프레스 기능에 따라 200~1,500SPM의 속도로 작동할 수 있습니다. 연간 수백만 개의 조각으로 측정되는 대용량, 중소형 부품 생산의 경우 이러한 속도 이점은 다른 스탬핑 방법으로는 따라잡기 어려운 결정적인 처리량 이점으로 해석됩니다.
환승 dies are typically limited to 30–150 SPM by the kinematics of the transfer system, which must complete its full motion cycle — extending into the die, gripping the part, retracting, advancing to the next station, and releasing — within the window allowed by press ram motion. Servo transfer systems have improved this significantly compared to mechanical cam-driven fingers, but the fundamental cycle time constraint remains. For parts that genuinely require transfer die capability, this speed difference is an accepted trade-off rather than a flaw, since progressive tooling simply cannot produce those geometries at any production rate.
툴링 비용, 유지 관리 및 설정 비교
툴링 투자와 지속적인 유지 관리 비용은 두 다이 유형에 따라 크게 다르며 이러한 차이점을 이해하는 것은 건전한 소싱 결정을 내리는 데 필수적입니다.
| 요인 | 프로그레시브 금속 스탬핑 다이 | 환승 Metal Stamping Dies |
| 초기 툴링 비용 | 보통에서 높음 | 높음에서 매우 높음 |
| 실행당 설정 시간 | 더 짧음 - 단일 다이 세트 | 더 길어짐 - 환승 시스템의 시간을 정하고 조정해야 함 |
| 유지 관리의 복잡성 | 보통 - 펀치/다이 샤프닝, 파일럿 마모 | 높음 - 핑거, 레일 및 타이밍을 이동하여 마모 포인트를 추가합니다. |
| 다이 변경 유연성 | 제한됨 — 스테이션은 상호 의존적입니다. | 높음 - 개별 스테이션 다이를 독립적으로 교체할 수 있음 |
| 최소 실행 가능 볼륨 | 높음(볼륨에 비해 비용을 상각함) | 중간에서 높음 |
프로그레시브 툴링에 비해 트랜스퍼 금속 스탬핑 다이가 갖는 한 가지 유지 관리 이점은 전체 툴을 재구축하지 않고도 개별 스테이션 다이를 서비스하거나 교체할 수 있다는 것입니다. 각 스테이션 다이는 개별 장치이므로 마모된 드로 스테이션을 당겨서 다시 연삭할 수 있고 나머지는 프레스에 남아 있습니다. 프로그레시브 다이에서는 모든 스테이션이 단일 복합 어셈블리로 통합됩니다. 즉, 다이 분해가 필요한 유지 관리가 전체 도구와 전체 생산 실행에 영향을 미칩니다.
자재 활용도 및 폐기율 차이
재료 활용은 두 다이 유형이 의미 있게 갈라지는 또 다른 영역입니다. 프로그레시브 금속 스탬핑 다이는 연속 스크랩 뼈대(블랭크 또는 완성 부품이 제거된 후 남은 스트립)를 생성하며, 이는 처리, 절단, 폐기 또는 재활용되어야 합니다. 부품 형상 및 스트립 레이아웃 효율성에 따라 스크랩 뼈대는 소비되는 총 코일 중량의 20~40%를 차지할 수 있습니다. 각진 블랭킹, 교차된 반대편 부품 또는 다중 행 구성을 갖춘 정교한 스트립 레이아웃은 이 수치를 크게 줄일 수 있지만 뼈대는 스트립 내 처리의 피할 수 없는 부산물입니다.
환승 metal stamping dies cut the blank to near-net shape at the first station, so the scrap generated at that point can be optimized independently of the forming sequence that follows. For large parts with complex contours — where a progressive strip layout would require a very wide scrap bridge to maintain strip integrity — transfer blanking can achieve materially better utilization by nesting blanks tightly and running a dedicated high-efficiency blanking operation ahead of the transfer line. The scrap from subsequent forming stations is typically minimal, consisting only of piercing slugs and trim offal rather than a continuous skeleton.
귀하의 애플리케이션에 적합한 다이 유형 선택
프로그레시브 금속 스탬핑 다이와 트랜스퍼 금속 스탬핑 다이 중에서 선택할 때는 비용만이 아니라 부품 요구 사항에 대한 구조화된 평가를 통해 이루어져야 합니다. 다음 기준은 실용적인 의사결정 프레임워크를 제공합니다.
- 부품 형상: 스트립에서 편평한 상태를 유지하면서 부품을 완전히 성형할 수 있는 경우(위치를 바꾸지 않고도 위나 아래에서 모든 기능에 액세스할 수 있는 경우) 점진적인 툴링이 적합합니다. 부품의 여러 면 성형, 깊이 대 직경 비율 약 1:1을 초과하는 딥 드로잉 또는 플랜지 아래쪽 작업이 필요한 경우 트랜스퍼 툴링이 필요합니다.
- 생산량: 매우 높은 연간 볼륨(일반적으로 중간 복잡성 부품의 경우 연간 500,000개 이상)은 속도 이점으로 인해 조각당 프레스 시간 비용이 크게 줄어들기 때문에 프로그레시브 다이를 선호합니다. 트랜스퍼 다이는 부품 형상으로 인해 점진적인 툴링이 불가능한 중간 규모의 경우 더 경제적입니다.
- 부품 크기: 어떤 치수에서든 대략 400mm를 초과하는 대형 부품은 결과적으로 다이 길이와 코일 폭 요구 사항이 일반적인 프레스 및 코일 처리 용량을 초과하기 때문에 프로그레시브 다이에서는 실용적이지 않습니다. 전송 라인은 하나의 길쭉한 프로그레시브 도구보다는 부품 크기에 맞는 개별 스테이션 다이를 사용하여 대형 부품을 보다 실용적으로 처리합니다.
- 치수 정확도 요구사항: 프로그레시브 다이는 스트립의 구멍과 맞물리는 파일럿 핀을 통해 부품을 찾는 반면, 트랜스퍼 다이는 부품 기능이나 각 스테이션의 네스트 툴링을 통해 개별 블랭크를 찾습니다. 형상 간 위치 공차가 ±0.05mm보다 엄격한 부품의 경우 각 다이 유형의 위치 지정 전략은 생성되는 공차 누적에 대해 신중하게 평가되어야 합니다.
- 미래 설계 유연성: 제품 수명 주기 동안 부품 설계가 변경될 것으로 예상되는 경우 전송 툴링은 개별 스테이션 다이를 독립적으로 수정할 수 있으므로 더 큰 적응성을 제공합니다. 프로그레시브 다이의 기능을 변경하려면 여러 개의 상호 의존적인 스테이션을 동시에 리엔지니어링해야 하는 경우가 많습니다.
실제로 단독으로 결정을 내리는 경우는 거의 없습니다. 숙련된 금형 제조업체는 툴링 전략을 추천하기 전에 부품 도면, 연간 수량 예측, 사용 가능한 프레스 자원 및 다운스트림 조립 요구 사항을 함께 평가합니다. 프로그레시브 및 트랜스퍼 금속 스탬핑 다이는 모두 성숙하고 잘 이해된 기술을 나타냅니다. 핵심은 가장 친숙한 접근 방식을 기본값으로 두기보다는 올바른 기술을 응용 분야의 특정 요구 사항에 맞추는 것입니다.

이전 게시물
비용 비교: 2026년 금속 스탬핑 부품 VS 금속 드로잉 부품 제품
다음 게시물
자동차 스탬핑 다이 산업은 새로운 기술 업그레이드를 선도하고 있습니다.
우리의 제품.
바로 여기에서 OEM 제조업체와 비즈니스를 시작하세요!
글로벌 고객에게 완전한 턴키 솔루션 제공
통해
혁신!
빠른 링크
연락처 정보.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 중국 쑤저우 우장경제개발구 예신로 118호
중국 쑤저우 우장경제개발구 예신로 118호
저작권 © 소주 Shuangqisi 금형 설비 유한 회사 모든 권리 보유. 맞춤형 스탬핑 다이 금속 스탬핑 다이 제조업체
